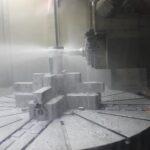
精密で複雑な金属加工が求められる現場で、頼りにされているのは「ワイヤーカット放電加工機」です。刃物で削るのではなく、電気の放電を使って金属を非接触で加工できるため、熱による変形やバリが少なく、微細かつ高精度な加工が可能です。
この記事では、ワイヤーカット放電加工の仕組みや構造、対応できる素材の種類に加え、金型製作や精密部品分野での活用事例についてわかりやすく解説します。「高精度な加工を効率よく行いたい」「複雑形状にどこまで対応できるのかを知りたい」とお考えの方は、ぜひ参考にしてください。
ワイヤーカット放電加工とは?仕組みと基本構造を解説
ワイヤーカット放電加工は、「電気の放電で金属を除去して切る」技術です。刃物を使わずに非接触で高精度な加工ができるため、金型や精密部品など、寸法精度が求められる分野で広く活用されています。
「刃物や工具が金属に触れないのに、どうやって金属が切れるの?」そんな疑問をお持ちの方も多いかもしれません。ここでは、ワイヤーカット放電加工のしくみと構造の基本を、できるだけわかりやすく解説します。
スパーク放電による非接触加工の原理とは
ワイヤーカット放電加工の最大の特徴は、工具が金属に触れずに加工できる点です。ここでは、その基本原理を簡単に整理してみましょう。
【放電加工のしくみ】
- 細いワイヤー電極に高電圧をかける
- 電極と金属の間に放電(スパーク)を発生させる
- 放電熱で金属を局所的に溶かして除去する
- 水ベースの絶縁液で放電を制御し、除去された金属を洗い流す
【この方式のメリット】
- 工具が触れないため、反りや歪みが起きにくい
- バリが少なく、表面がきれいに仕上がる
- 微細加工・複雑形状でも安定した精度を実現できる
【切削加工との比較】
| 比較項目 | 放電加工 | 切削加工 |
| 加工方法 | 放電で溶かす | 刃物で削る |
| 接触の有無 | 非接触 | 接触あり |
| バリの発生 | 少ない | 多い場合あり |
| 熱による変形 | 少ない | 起こりやすい |
| 微細形状への対応 | 得意 | 難しいことが多い |
このように、放電加工は高精度で熱変形の少ない加工を求める現場で大きな強みを発揮します。
ワイヤーカット加工機の構造と動作の特徴
ワイヤーカット放電加工機は、精密な軸制御と安定したワイヤー供給機構によって、高精度な加工を可能にしています。ここでは、その構造と最近の機能面の進化を整理します。
【基本構造と動作のしくみ】
- ワイヤー電極(0.1〜0.3mm)が常に一定速度で送り出される
- ワークはX軸・Y軸で動き、上部ガイドによりU軸・V軸が制御される
- 傾斜やテーパーも微細に制御できる構造
- ワイヤーは消耗品で、使い捨て方式となっています
【最新機種に見られる機能】
- CAD/CAMと連携し、自動で加工経路を生成
- 自動補正機能で寸法誤差をリアルタイム修正
- 一部ではAIを搭載した機種も登場しており、加工条件の最適化が可能になっています
ワイヤーカット加工機は、熟練者の経験に依存せずに高品質な加工ができる装置として、さまざまな分野で導入が進んでいます。
ワイヤーカット加工で対応できる素材と加工精度の特徴
金属の中には「削るのが難しい」ものが数多くありますが、ワイヤーカット放電加工であれば、導電性をもつ材料なら加工が可能です。また、加工面の仕上がりや寸法精度の高さから、精密部品や金型分野で広く活用されています。ここでは、ワイヤーカットが対応できる素材の種類と、高精度な加工を実現できる理由をわかりやすく解説します。
導電性素材ならOK?対応素材と加工の注意点
「どんな金属でも加工できるの?」という疑問に対しては、「電気を通す素材であれば基本的に加工可能」といえます。ただし、素材によって加工効率や仕上がりに差が出るため、あらかじめ向き不向きを把握しておくことが重要です。
【主な対応素材と特徴】
| 素材 | 特徴 | ワイヤーカットとの相性 |
| 超硬合金 | 硬度が高く切削困難 | ◎ 非接触のためバリが出にくい |
| ステンレス | 耐食性・熱変形に強い | ◎ 熱変形を抑えやすい |
| チタン | 軽量で高強度・反りやすい | 〇 放電加工なら反りが起きにくい |
| 銅・銅合金 | 導電性が高く軟らかい | ◎ 微細加工に適している |
【薄物や反りやすい部材に向いている理由】
- 放電加工は非接触加工のため、機械的な負荷がかからず反りが起きにくい
- 切削熱が限定的なため、熱による変形やひずみが起きにくい
- 刃物で削るよりもエッジがシャープに仕上がる
こうした部品加工では、ワイヤーカットのほうが安定した仕上がりを得られることが多くあります。
高精度・微細形状への対応力が選ばれる理由
「どうしてワイヤーカットが精密加工に強いのか?」その理由は、寸法精度の高さ、加工面の滑らかさ、複雑な形状への対応力にあります。
【高精度が実現できる理由】
- 高精度加工モードを使用することで、寸法公差 ±1〜3μmの加工も可能です
- 加工中に工具の摩耗や押し付け力が発生しないため、寸法誤差が出にくい
- 加工後にバリ取りや仕上げ工程が不要になるケースも多くあります
【微細形状・複雑形状に強い理由】
- 細いワイヤー(φ0.1mm前後)を使用することで、小さな隙間や曲線、内角も加工できます
- テーパー加工や抜き型の加工にも対応できる高い軸制御精度
- 加工経路を自由に設計できるため、金型や試作にも柔軟に対応可能
ワイヤーカットは「ただ切るだけ」ではなく、仕上げレベルの加工を1工程で完了できることが多く、全体の工程短縮につながる点も大きな魅力です。
金型製作への応用|高精度・長寿命な加工を実現
「金型加工は寸法精度が命」と言われるほど、わずかなズレが製品全体に影響を及ぼす重要な要素です。精密な加工が求められる現場で、ワイヤーカット放電加工は長年にわたり信頼されてきた加工技術です。ここでは、パンチ・ダイ・インサートなどの金型部品への適用事例と、工程短縮や電極レスによるメリットについて紹介します。
パンチ・ダイ・インサート加工での優位性
ワイヤーカット放電加工は、マシニングでは困難な形状や厳しい公差管理が求められる部品に適しています。たとえば、パンチ・ダイ・インサートといった金型の主要部品では、次のような点で高く評価されています。
【ワイヤーカットが選ばれる理由】
- 内角の鋭角加工ができる(切削ではRが残りやすい)
- 割り型やスライドコアなど、分割構造にも対応可能
- 焼入れ後の加工にも対応でき、仕上げ後の微調整が可能
- 加工中に圧力がかからず、微細な公差管理(±2μm)も安定
【加工のメリットまとめ】
| 加工対象 | ワイヤーカットの強み |
| パンチ | 鋭角な内形状も加工できる |
| ダイ | 部品の合わせ面を高精度に仕上げられる |
| インサート | 小物形状でも安定して加工できる |
バリが少なく、加工後の仕上げ作業を抑えられるため、製品全体の品質向上と工数削減に貢献します。
精密金型での活用例と加工工程の短縮
金型加工では、形状が複雑になればなるほど加工の手間と時間が増える傾向にあります。そんな中で、ワイヤーカット放電加工が導入される理由のひとつが、電極不要・加工工程の簡素化です。
【工程短縮につながる要素】
- 電極を作る工程が不要(放電=直接加工)
- 一発加工で仕上がることが多く、手仕上げ工程が激減
- 加工後の再調整が容易(割り型や修理対応も含む)
- CAM連携でNCデータ作成も早い
【加工工程の違い(例)】
| 項目 | 放電加工 | 切削加工 |
| 電極の準備 | 不要 | 必要(形状分) |
| 微細形状対応 | 得意 | 難しい形状あり |
| 工程数 | 少なめ | 多工程になりやすい |
| 修正対応 | 比較的容易 | 再段取りが必要な場合あり |
工程数が少なくなれば、それだけリードタイム短縮・納期の安定化にもつながるため、小ロットや試作段階の金型加工でも多く利用されています。
精密部品分野での活用|医療・電子・航空業界での導入事例
微細加工や難削材の対応が求められる医療・電子・航空分野では、「寸法精度が命」という現場がほとんどです。ワイヤーカット放電加工は、そうした分野での課題を一つひとつ解決してきました。ここでは、それぞれの業界での実際の用途や導入メリットを、読みやすくご紹介します。
医療・電子部品で求められる高精度加工
医療・電子分野では、わずかな部品の寸法誤差が製品の品質や安全性に直結するため、数ミクロン単位での高精度加工が求められます。そのなかで、ワイヤーカット放電加工が選ばれる理由は以下の通りです。
- 0.1mm以下のスリット加工や微細穴開けも安定して対応
- バリが極めて少なく、洗浄工程も効率的に行える
- 寸法精度や繰り返し精度に優れ、試作にも量産にも対応
- 工具が接触しないため、素材への負荷が少なく、形状の崩れが起きにくい
たとえば、ステントやインプラントパーツの微細形状加工では、従来の切削加工よりも放電加工の方が、仕上がりが安定する傾向があります。また、電子部品の開発現場では、少量多品種に強く、設計変更にも柔軟に対応できることが高く評価されています。
航空宇宙分野における難削材対応のメリット
航空宇宙分野で使われる部品の多くには、「高温でも形が変わらない」「極限の負荷に耐える」といった特性が求められます。そのため、チタン合金やインコネルのような難削材(削るのが難しい金属)が数多く使われています。課題となるのが、切削工具の摩耗や加工中の熱変形です。しかし、ワイヤーカット放電加工であれば、これらの課題をまとめて解決できます。
| 比較項目 | 切削加工 | 放電加工(ワイヤーカット) |
| 工具摩耗 | 起きやすい | なし(非接触) |
| 熱影響 | 熱変形・焼けが発生 | 局所的、変形しにくい |
| 複雑形状対応 | 工具干渉が起きやすい | 細いワイヤーで自由度が高い |
| 対応素材 | 制限あり | インコネル・チタンにも対応 |
たとえば、タービンブレードやエンジンノズルの部品加工では、切削では難しい狭い隙間や曲面の加工において、放電加工が採用されるケースが増えています。
まとめ
ワイヤーカット放電加工機は、微細で高精度な加工を非接触で行えるため、金型や精密部品分野で高く評価されています。複雑形状や難削材にも対応でき、生産効率と品質向上を両立したい企業にとって、有力な加工手段となるでしょう。