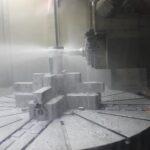
加工中に突然工具が折れる——現場であれば一度は経験したことがあるトラブルではないでしょうか。工具の破損は、ワークの不良や機械の停止だけでなく、刃先の破片が原因でスピンドルや治具を傷つけてしまうこともあり、軽視できないトラブルです。
本記事では、加工中に工具が折れる主な原因を整理し、段取りの段階でどのように対策すればよいかを解説します。あわせて、ドリル・エンドミル・旋削といった加工方法別の傾向、工具が折れてしまったときの対処法、日常的にできる予防策についても紹介します。
工具が折れるとどのような影響があるか
工具の破損は、単に「工具を交換すればよい」というだけのトラブルではありません。折れた刃先がワークや治具に食い込んでしまうと、ワークの再加工や治具の修理が必要になり、生産ラインの停止時間が長引きます。また、折れた瞬間にスピンドルへ過大な負荷がかかると、主軸や送り機構にダメージが残ることもあり、結果的に機械の精度低下や故障につながるケースもあります。
こうした影響の大きさを考えると、工具が折れてから対応するのではなく、段取りの段階でできる限り破損のリスクを減らしておくことが重要です。特に多品種少量生産の現場では、加工内容が頻繁に変わるため、毎回の段取りで条件を見直す手間を惜しまないことが、トラブルを未然に防ぐうえで欠かせません。
工具が折れる主な原因
工具破損の原因は一つではなく、複数の要因が重なって発生することが多いです。代表的な原因を5つに分けて見ていきます。
原因①:切削条件の設定ミス(送り・回転数・切込み量)
送り速度や回転数、切込み量といった切削条件が、工具や材料の組み合わせに対して適切でない場合、工具に過大な負荷がかかり破損につながります。特に、切込み量を大きくしすぎたり、送りを速くしすぎたりすると、刃先にかかる衝撃が一気に増し、欠けや折れが発生しやすくなります。新しい材料や形状の加工に切り替えた際に、以前の条件をそのまま使い続けてしまうことが原因になるケースも少なくありません。
原因②:工具の選定ミス(材種・形状が合っていない)
加工する材料の硬さや粘り、形状に対して、工具の材種・コーティング・刃形状が合っていないと、刃先への負担が大きくなり破損のリスクが上がります。例えば、硬い材料に対して靭性の低い工具を使うと欠けやすく、深い穴加工に対して剛性の低い長い工具を使うと、たわみが原因で折れてしまうことがあります。加工内容に合った工具を選定することは、破損防止の基本です。コストを優先して汎用品の工具を使い続けている現場もありますが、加工内容に合っていない工具を無理に使い続けることが、結果的に工具代以上の損失につながっている場合もあります。また、工具そのものが適切でも、ホルダの把持力(クランプ力)が不足していると、加工中に工具がわずかに動いてしまい、選定ミスと同じような破損につながることがあるため、ホルダの状態も合わせて確認しておく必要があります。
原因③:ワークの固定不良・びびり振動
ワークの固定が甘いと、加工中にワークがわずかに動いたり振動したりして、工具に不規則な負荷がかかります。この「びびり振動」は、工具の刃先を欠けさせたり、最悪の場合は折損につながったりする代表的な原因の一つです。治具の締め付けトルクが足りない、クランプ位置がワークの剛性の低い部分に当たっている、といった段取り時の見落としが、固定不良の背景にあることが多くあります。また、薄板や細長い形状のワークでは、固定箇所が適切であっても、加工部とクランプ位置が離れすぎているだけで振動が発生することもあるため、形状に応じた治具設計が求められます。
原因④:工具の摩耗・寿命管理不足
工具は使用を続けるうちに摩耗し、刃先が鈍くなっていきます。摩耗した工具を交換せずに使い続けると、切れ味が落ちた分だけ余計な負荷がかかり、最終的に欠けや折れに至ります。摩耗の進行は見た目では判断しにくいこともあるため、使用時間や加工本数で管理せずに「まだ使えそうだから」と感覚で使い続けてしまうと、破損のリスクが高まります。摩耗が進んだ工具は、切削音の変化や加工面の仕上がり具合にも影響が出るため、こうした変化に気づけるかどうかも、現場の経験値として重要になります。
原因⑤:切りくず処理・冷却不足の問題
切りくずがうまく排出されず、加工部に絡みついたり詰まったりすると、工具に異常な負荷がかかり破損の原因になります。特にドリル加工や深穴加工では、切りくずの排出経路が限られているため、クーラントの量や方向、工具の溝形状が合っていないと、切りくずが詰まりやすくなります。段取りの際に、切りくずの排出経路を確認しておくことも重要なポイントです。材料によって切りくずの形状(細かく分断されるか、長く連続するか)が異なるため、同じ工具・条件でも材料が変わると詰まりやすさが変わる点にも注意が必要です。
加工方法別に見る破損しやすいケース
工具破損が起きやすい場面は、加工方法によっても傾向が異なります。代表的な3つの加工方法について見ていきます。
ドリル加工で折れやすいケース
ドリル加工は、穴が深くなるほど切りくずの排出経路が長くなり、詰まりによる負荷の増大が破損の主な原因になります。穴の深さが直径の5倍を超えるような深穴加工では、通常のドリルではなく、内部給油タイプや専用の深穴加工用ドリルを使うことで、破損のリスクを下げられます。また、穴あけの途中で何度か工具を引き上げて切りくずを排出する「ステップ送り」も、深穴加工における代表的な対策です。
エンドミル加工で折れやすいケース
エンドミル加工では、突出長さが長い工具を使った際のたわみや、コーナー部での急激な負荷変動が破損の原因になりやすいです。特に、輪郭加工の角の部分で送り速度を一定にしたまま通過すると、コーナーで負荷が急増し欠けにつながることがあります。CAMのコーナー部減速設定を活用したり、できるだけ突出長さを短く保てる治具設計にしたりすることが効果的です。
旋削加工で折れやすいケース
旋削加工では、ワークの突き出し長さが長い場合や、細物の加工で生じるびびり振動が、バイトの欠け・折損の主な原因になります。芯押しやセンターサポートを使ってワークの剛性を確保すること、切込み量を減らして複数回に分けて加工することが、振動を抑えるための基本的な対策です。
工具メーカーのサポートを活用する
切削条件や工具選定に迷う場合、自社の経験だけで判断せず、工具メーカーの技術サポートを活用するのも有効な方法です。多くの工具メーカーは、材料・加工内容に応じた推奨条件をカタログやWebサイトで公開しており、技術担当者に直接相談できる窓口を用意している場合もあります。破損が頻発して原因が特定できないときは、現物の工具やワークを持参して相談することで、現場では気づきにくい原因が見つかることもあります。また、工具メーカーによっては、破損した工具を分析し、摩耗の進み方や欠けの形状から原因を診断してくれるサービスを提供していることもあり、自社だけで判断がつかない場合は積極的に活用する価値があります。
工具破損を防ぐための段取りのポイント
原因を理解したうえで、実際の段取り作業でどのように対策すればよいかを見ていきます。
切削条件の見直し方
新しい材料や工具を使う場合は、工具メーカーが提示する推奨切削条件を起点にし、まずは余裕を持った条件から試して、状態を見ながら徐々に追い込んでいくのが安全です。過去の条件をそのまま流用する前に、材料の硬さや形状、工具の状態に変化がないかを確認する習慣をつけておくと、設定ミスによる破損を減らせます。同じ材料・工具でもロットによって硬さに差が出ることがあるため、量産加工であっても定期的に条件の妥当性を見直すことをおすすめします。
工具選定の基本的な考え方
加工する材料の特性(硬さ・粘り・熱伝導性など)と、加工形状(深さ・穴径・突出長さなど)の両方を考慮して工具を選びます。特に突出長さが長くなる加工では、できるだけ剛性の高い工具やホルダーを選ぶことで、たわみによる折損を防ぎやすくなります。工具メーカーの選定ガイドやカタログを参考にしながら、自社の加工内容に合った工具をリストアップしておくと、段取りの精度が上がります。複数の工具メーカーの製品を比較し、同じ用途でもコーティングや形状による得意・不得意があることを把握しておくと、より精度の高い選定ができるようになります。工具本体だけでなく、ホルダの摩耗や把持力の低下がないかを定期的に確認し、突き出し長さを必要最小限に抑えることも、選定段階であわせて意識しておきたいポイントです。
ワーク固定・治具の確認
段取りの際は、クランプ位置がワークの剛性の高い部分に当たっているか、締め付けトルクが十分かを確認します。薄板や細長い形状のワークでは、固定方法によってびびり振動が出やすくなるため、サポート治具を追加するなどの工夫も検討します。試し加工の段階で異音や振動がないかを確認し、必要に応じて固定方法を調整しておくことが、破損防止につながります。
工具寿命の管理方法
工具の摩耗を感覚だけで判断せず、使用時間や加工本数を記録して交換のタイミングを決めておくと、寿命切れによる破損を防ぎやすくなります。最近では、工具管理システムやNC装置側の工具寿命管理機能を使って、自動的に交換のタイミングを知らせる仕組みを導入している現場も増えています。小規模な工場でも、工具ごとに使用本数を記録するチェックシートを用意するだけで、管理の精度を上げることができます。導入コストをかけずに始めたい場合は、まず破損頻度の高い工具だけを対象に記録を始め、効果を確認してから対象範囲を広げていくという進め方もおすすめです。
切りくず対策と段取り時のチェックポイント
切りくず詰まりは見落とされやすい原因のひとつですが、段取りの段階でいくつかの点を確認しておくことで防ぎやすくなります。
クーラントの量・噴射方向の確認
クーラントが切りくずの排出経路に向かって十分な量で噴射されているかを確認します。特に深穴加工では、内部給油(センタースルー)に対応した工具を使うことで、切りくずの排出効率が大きく改善することがあります。
溝形状・刃数の見直し
切りくずがうまく排出されない場合、工具の溝形状や刃数が加工内容に合っていない可能性があります。粘りのある材料を加工する場合は、切りくずが大きくなりやすいため、排出経路の広い工具に切り替えることで詰まりを防ぎやすくなります。
工具破損が経営・コストに与える影響
工具破損は、工具代だけの損失では済まないことが多いです。破損による機械停止が生産計画全体に影響を及ぼし、納期遅延につながるケースもあります。また、折れた刃先がワークに食い込んだ場合は、ワークそのものを廃棄せざるを得なくなることもあり、材料費・加工時間のロスが重なります。さらに、破損が頻発する現場では、オペレーターが「念のため」と切削条件を必要以上に落として運用するようになり、結果的に生産効率全体が下がってしまうこともあります。
こうした影響を考えると、工具破損対策は単なる現場の小さな改善ではなく、生産性とコストに直結する経営上の課題として捉えることができます。破損の発生件数や原因を記録し、定期的に見直す仕組みを持つことが、長期的なコスト削減にもつながります。月ごとの破損件数や工具費用を集計し、特定の工程や工具で破損が集中していないかを確認するだけでも、対策すべき優先順位が見えてきます。
段取り時の確認チェックリスト
これまで紹介した内容を踏まえ、段取りの際に確認しておきたい項目をチェックリストとしてまとめます。新しい加工に取り組む際や、破損が発生した直後の見直しに活用してください。
- 切削条件(送り・回転数・切込み量)は材料・工具に対して適切か
- 工具の材種・形状は加工内容(材料の硬さ・形状・深さ)に合っているか
- ワークの固定位置・締め付けトルクは十分か、サポート治具は必要か
- 使用する工具の使用本数・使用時間は寿命の範囲内か
- クーラントの量・噴射方向は切りくずの排出経路に向いているか
- 工具の突出長さは必要最小限に抑えられているか
このチェックリストを段取りの標準作業に組み込んでおくことで、担当者の経験差による破損リスクのばらつきを減らすことができます。
工具が折れたときの対処法
段取りで対策をしていても、工具の破損を完全にゼロにすることは難しいものです。実際に折れてしまった場合の対処法も確認しておきましょう。
折れた工具の除去
折れた刃先がワークや穴の中に残ってしまった場合、無理に取り除こうとすると、ワークや治具を傷つけてしまうことがあります。残った破片の位置と大きさを確認し、放電加工や専用の抜き工具を使うなど、状況に応じた方法で安全に除去することが大切です。
ワーク・機械への影響確認
工具が折れた際は、ワークの寸法や表面に異常がないかを確認します。また、破損時の衝撃が大きかった場合は、スピンドルや送り機構に異常がないかも合わせて確認しておくと、見えないダメージを放置してしまうリスクを減らせます。同じ条件で繰り返し折損が発生する場合は、原因を切削条件や工具選定にまで遡って見直す必要があります。
段取りのノウハウを現場で共有する仕組み
工具破損の対策は、ベテラン担当者の経験や感覚に依存してしまうと、その人がいないときに同じ失敗が繰り返されやすくなります。切削条件や工具選定の判断基準、過去に発生した破損事例とその原因・対策を、紙の記録やExcel、現場の工具管理システムなどでまとめておくと、担当者が変わっても一定の品質で段取りができるようになります。
特に新人・若手オペレーターが加工を担当する場合、最初から複雑な条件設定を任せるのではなく、過去の実績データやチェックリストをもとに段取りを行えるようにしておくことで、教育の負担を減らしながら破損リスクも下げることができます。現場全体でのノウハウの蓄積は、工具破損対策に限らず、加工品質全体の安定化にもつながります。
日常的にできる予防策
工具破損を減らすためには、段取り時の対策だけでなく、日常的な習慣も大切です。
工具の状態を定期的に目視確認する
加工の合間に工具の刃先を目視で確認し、微小な欠けや摩耗の兆候がないかをチェックする習慣をつけることで、破損する前に交換の判断ができるようになります。
加工データを記録・蓄積する
どの材料・工具・条件の組み合わせで破損が発生したかを記録しておくと、似たような加工を行う際に同じ失敗を避けやすくなります。現場全体でこうしたデータを共有することで、特定の担当者の経験に依存しない、再現性のある段取りができるようになります。
機械自体の状態も定期的に確認する
工具破損が増えてきたと感じる場合、工具や条件だけでなく、機械本体の主軸やガイドの精度が低下していないかも確認しておく必要があります。機械の振動や芯ズレが原因で、どの工具を使っても破損しやすい状態になっていることもあるため、定期的な点検・メンテナンスも予防策の一つです。
まとめ
加工中の工具破損は、切削条件の設定ミス、工具選定の誤り、ワークの固定不良、工具の寿命管理不足、切りくず詰まりなど、複数の原因が重なって発生します。
- 主な原因:切削条件の設定ミス、工具・ホルダの選定ミス、ワーク固定不良・びびり振動、工具の摩耗・寿命管理不足、切りくず詰まり・冷却不足
- 段取りでの対策:切削条件の見直し、適切な工具選定、ワーク固定の確認、工具寿命の管理
- 折れたときの対処:破片の安全な除去、ワーク・機械への影響確認
- 日常的な予防策:工具の目視確認、加工データの記録、機械本体の定期点検
工具破損は完全にゼロにすることは難しいものの、段取りの段階で原因を一つずつ潰していくことで、発生頻度を大きく減らすことができます。切削条件・工具選定・ワーク固定・寿命管理・切りくず処理という5つの観点を、段取りのたびに確認する仕組みを作っておくことが、最も効果的な対策です。
また、工具破損が頻発する場合は、工具や条件だけでなく、機械本体の主軸精度やガイドの摩耗といった精度低下が背景にあることもあります。同じ条件で繰り返し破損が起きるようになった、加工面の仕上がりが以前より落ちてきた、といった変化を感じたら、機械自体の状態を見直すタイミングかもしれません。機械の老朽化や精度に不安を感じている場合は、買い替え・買取のご相談も承っておりますので、お気軽にお問い合わせください。